Machine vision systems for automated inspection are now at the core of modern quality control. As manufacturing becomes faster and more precise, inspection methods must keep up. Traditional manual inspection can no longer meet the demands of high speed production lines or the strict quality standards required in industries, and machine vision is what makes it possible to meet demands instead. In this blog, we’ll investigate the core components and types of machine vision for automated inspection and how it has improved inspection comparatively.
Machine Vision for Automated Inspection Accuracy at Production Speed.
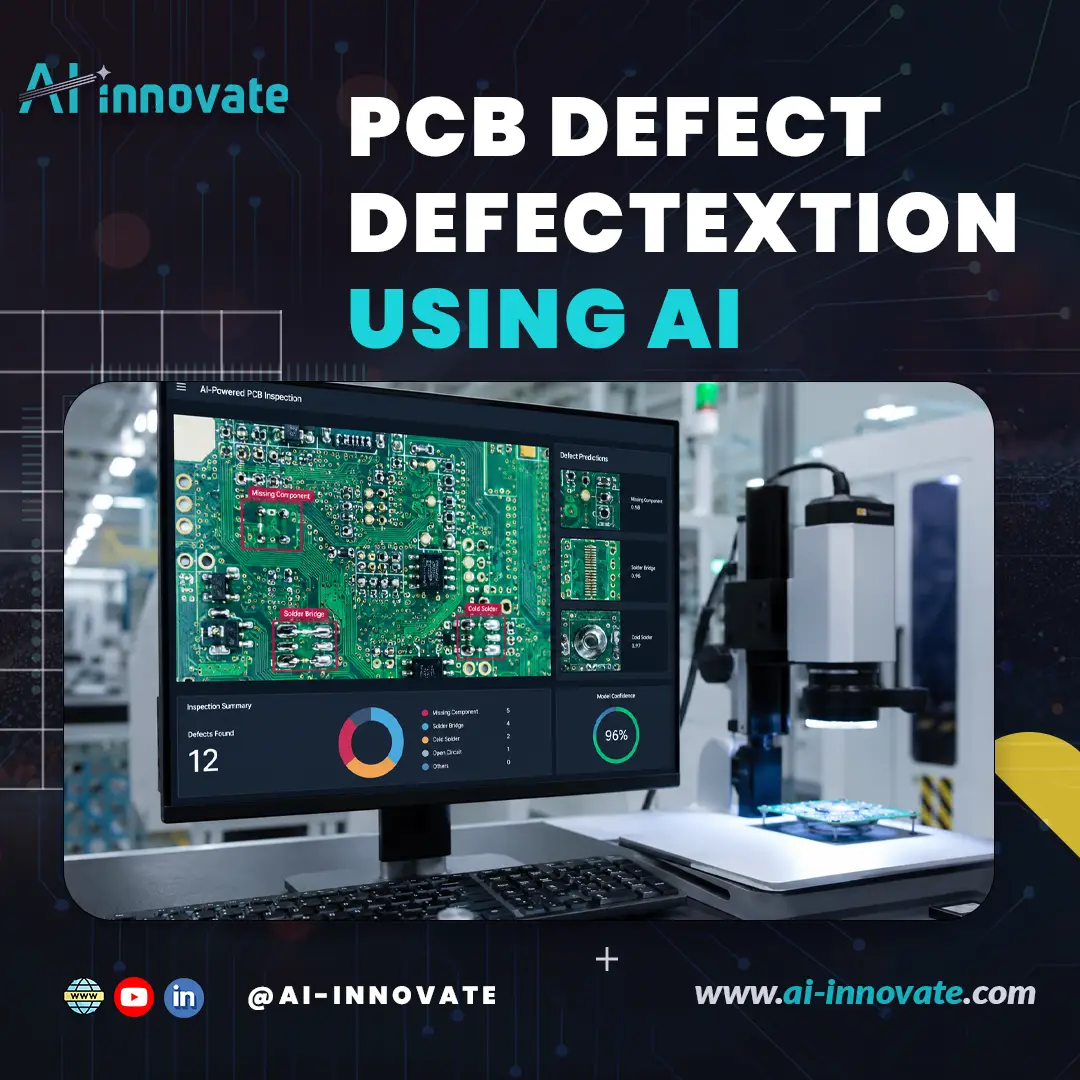
Modern machine vision systems combine high-resolution imaging with AI analytics to detect defects in real time. Learn how automated inspection improves consistency, reduces labor costs, and ensures reliable quality across high-volume manufacturing environments.
Components of Machine Vision for Automated Inspection
A machine vision system is more than a camera: an integrated setup designed to capture, process, and analyze visual information quickly and reliably.
Here are the key components:
- Read Also:
Cameras
Cameras capture images of products or components as they move along the production line. Depending on the application, systems may use:
- 2D cameras for surface inspection
- 3D cameras for depth and dimensional measurement
- High resolution cameras for micro defect detection
- Line scan cameras for continuous web or roll inspection
Lighting
Lighting is critical in machine vision. Poor lighting can cause shadows, reflections, or missed defects. Proper lighting plays a major role in getting the best possible results.
Common lighting setups include:
- Ring lights for uniform illumination
- Backlighting for silhouette and shape detection
- Structured lighting for 3D scanning
- Infrared or ultraviolet lighting for material analysis
Lenses and Optics
Lenses control how clear and wide an image is. If you set the right focal length and aperture, you can capture the target area accurately without distortion. Precision optics are very important for industries that have very exacting standards, where measurements must be extremely accurate.
Image Processing Software
The software is the brain of the system. It processes captured images and applies algorithms to detect anomalies, measure dimensions, or verify assembly.
Modern systems use:
- Rule based algorithms for simple inspections
- AI and deep learning models for complex defect detection
- Pattern matching for assembly verification
- Optical character recognition for label inspection
Processing Hardware
Industrial PCs, GPUs, or edge devices handle image processing in real time. In 2026, edge AI processors are increasingly common, allowing immediate decisions without cloud latency.

Types of Machine Vision Used for Automated Inspection and What They Do
Each machine vision system is made to complete certain tasks in the inspection process.
2D Vision Systems
These are the most common systems used for surface level inspections. They analyze flat images to detect defects, verify labels, and measure simple dimensions.
Best suited for:
- Detecting scratches and cracks
- Checking color consistency
- Verifying printed text and barcodes
- Identifying missing components
3D Vision Systems
3D systems measure depth and volume. They’re essential for dimensional accuracy and assembly validation.
Applications include:
- Checking part alignment
- Measuring height and depth
- Inspecting weld seams
- Robotic guidance
AI Based Vision Systems
AI powered systems use deep learning models to recognize patterns and subtle defects that traditional systems might miss. These systems capture information beyond visible light. They analyze material composition and detect defects invisible to the human eye.
They are ideal for:
- Complex surface defect detection
- Detecting unpredictable defect types
- Adapting to product variations
- Learning from new data over time
- Hyperspectral and Multispectral Vision
Best Machine Vision Systems for Automated Inspection in 2026
By 2026, these systems will be more compact and clever. They’ll also work better with other systems. Leading solutions typically offer:
- High resolution imaging with ultra fast frame rates
- Edge AI processing for real time decisions
- Seamless integration with robotic systems
- Scalable software platforms
- Cloud connectivity for analytics and reporting
- Advanced deep learning inspection tools
The best systems are flexible. Manufacturers are demanding platforms that can handle multiple inspection tasks without needing to completely change the hardware.
Modular systems that allow camera upgrades, software updates, and AI model retraining are becoming the preferred choice for operations that want to stay ahead of the game.
Machine Vision vs. Human Inspection: Accuracy, Speed and ROI
While human inspectors are skilled at recognizing obvious defects, machine vision systems offer measurable advantages in several areas.
Accuracy
Machine vision systems maintain consistent accuracy over time. They don’t experience fatigue, distraction, or variability between shifts. AI powered systems can detect micro defects that may be invisible to the human eye.
Speed
Modern production lines move at extremely high speeds. Machine vision systems inspect hundreds or thousands of parts per minute without slowing down production, which humans are incapable of.
Return on Investment
Although the initial cost of installing a machine vision system may be significant, long term savings are substantial. Over time, the improved yield and reduced operational risk often justify the investment. Benefits include:
- Reduced scrap and rework
- Lower labor costs
- Fewer warranty claims
- Improved production uptime
- Enhanced product consistency
That said, machine vision doesn’t completely replace human oversight. Many facilities use hybrid systems where humans review flagged anomalies for final validation.
How AI-Innovate Supports Anomaly Detection in Quality Control
As anomaly detection becomes more central to modern quality control, manufacturers need reliable AI tools that can operate in real time, integrate with existing production systems, and adapt to complex industrial environments. AI-Innovate’s product ecosystem is designed to support intelligent anomaly detection across manufacturing operations by helping with:
- AI-powered visual anomaly detection using AI2Eye, enabling real-time identification of surface defects, subtle pattern deviations, and complex quality issues that traditional rule-based systems may miss
- Synthetic data generation and validation through AI2Cam, helping teams train anomaly detection models efficiently, especially when real defect samples are rare or difficult to capture
- Edge deployment and industrial integration powered by AIxCore, an industrial AI edge compute unit built on NVIDIA Jetson Orin AGX, delivering real-time machine vision processing, robotics integration, and secure industrial Ethernet connectivity directly on the factory floor
Whether manufacturers are implementing anomaly detection for defect prevention, predictive maintenance, or full smart factory integration, AI-Innovate’s solutions provide the infrastructure needed to move from reactive inspection to intelligent, data-driven quality control.
Conclusion
Machine vision systems for automated inspection have been a game changer in the manufacturing world. By combining advanced imaging, smart software, and real-time processing, these systems deliver far more valuable results than traditional inspection.
We believe in 2026, the best manufacturers are those that use machine vision as a key part of their strategy, working together with robotics, predictive maintenance, and smart factory technologies. As production demands grow, machine vision will continue to be a key part of automated inspection and making sure operations are done well.
Sources
Ai-Innovate uses only high-quality sources, including peer-reviewed studies, to support the facts within our articles.
- IEEE Xplore. (2005). Vision-Based Inspection and Real-Time Monitoring Techniques.
A foundational IEEE article detailing machine vision methods for visual inspection and automated monitoring in industrial processes (peer-reviewed technical research).
Retrieved from https://ieeexplore.ieee.org/document/1612825 - Cognex Resource Center. (2026). Types of Machine Vision Systems and Their Uses.
An industry resource from a leading machine vision provider explaining major system categories (2D, 3D, line-scan) and how they support tasks like defect detection and measurement.
Retrieved from https://www.cognex.com/en/tools-and-resources/resource-center/machine-vision/types-of-machine-vision-systems - Springer Handbook Entry. (2025). Artificial Intelligence, Machine Learning, and Smart Technologies for Nondestructive Evaluation.
A reference work chapter on integrating AI and smart sensing into modern nondestructive evaluation, highlighting machine vision’s role in automated, intelligent defect detection.
Retrieved from https://link.springer.com/rwe/10.1007/978-3-031-84477-5_70 - Springer Nature. (2026). Machine Vision Technology.
A comprehensive book covering key algorithms, practical use cases, and application systems in machine vision (note: subscription or institutional access may be required).
Retrieved from https://link.springer.com/book/9789819511839
FAQ
What’s the difference between machine vision and manual inspection?
Machine vision systems provide consistent, high-speed, and objective inspections 24/7, whereas manual inspection is slower, subject to human error and fatigue, and less scalable.
What industries benefit most from machine vision for automated inspection?
These systems are widely used in automotive, electronics (PCB inspection), food & beverage, pharmaceuticals, packaging, and general manufacturing for quality checks, assembly verification, and sorting tasks
How do machine vision systems detect defects?
Vision systems analyze captured images against predefined criteria or trained models to identify defects such as surface flaws, missing components, dimensional deviations, or labeling errors.