Any defect that is missed during visual inspection will cost significantly more to fix later on, potentially resulting in customer complaints or warranty claims. Even with skilled personnel, manual inspection catches only 70–80% of defects due to human fatigue, inconsistent judgment, and the physical impossibility of examining every product at current production levels. Quality sampling creates gaps where defects slip through undetected. Automated visual inspection powered by AI eliminates this variability, delivering 100% inspection coverage with superhuman accuracy at full production speed.
👉This article explains what automated visual inspection is, how AI makes it possible, where it adds critical value, and why manufacturers committed to quality can no longer rely solely on human eyes.
What Is Automated Visual Inspection?
Automated visual inspection (AVI) uses computer vision systems and AI algorithms to examine products for defects and quality inconsistencies, without the need for human intervention. High-resolution cameras capture images of products as they move through the manufacturing process, while machine learning models analyze visual characteristics in real time to identify flaws that would be missed by the human eye.
This capability is important because modern production lines operate at such high speeds that comprehensive human inspection is physically impossible. For example, an electronics assembly line producing 10,000 components per hour leaves human inspectors with milliseconds per unit, which is insufficient time for a thorough examination. AVI systems can process these same volumes instantly, while maintaining consistent accuracy in every inspection. This process eliminates the sampling gaps that allow defective products to reach customers.
✅In a nutshell, Automated Visual Inspection (AVI) uses AI and computer vision to instantly detect product defects on high-speed production lines, ensuring flawless, real-time quality control that far surpasses the limits of human inspection.
How AI-Powered Automated Visual Inspection Works
AI transforms basic image capture into intelligent defect detection through integrated processing stages
- Image capture and Illumination: Industrial cameras with specialized lighting capture high-resolution product images from multiple angles. Controlled illumination eliminates shadows and highlights surface features, creating consistent image quality regardless of ambient conditions.
- Image Processing: Raw images undergo normalization, noise reduction, and contrast enhancement. AI algorithms isolate inspection regions, remove background artifacts, and prepare data for analysis, while maintaining visibility of critical defects.
- Defect Detection and Analysis: Advanced algorithms including pattern matching, defect detection , and machine learning models analyze captured images against learned quality standards. Systems identify deviations from acceptable specifications, flagging anomalies as potential defects.
- Real-Time Analysis and Classification: During production, trained AI processes live camera feeds in milliseconds. Systems extract visual features, compare against learned quality standards, classify defect types and severity, and make accept/reject decisions instantly as products move through inspection stations.
What Technologies Power Automated Visual Inspection?
Automated visual inspection systems combine specialized hardware and intelligent software to provide reliable quality verification.
- Cameras: high-resolution 2D or 3D imaging systems capture surface details, dimensional characteristics. Many systems use a combination of both types of camera for thorough inspection coverage.
- Lighting systems: Configurable LED arrays provide uniform illumination to eliminate shadows, control reflections and highlight specific features such as textures or edges, which are critical for defect detection.
- Computer Vision Algorithms: Enable machines to interpret visual information, extract relevant features like edges and textures, and identify patterns showcasing defects across diverse product type.
- Positioning Systems: Precision mechanisms move products accurately and precisely through inspection zones, ensuring synchronized camera capture at production speed.
Where Is Automated Visual Inspection Used?
Electronics and Semiconductor Manufacturing
- Bare Board Inspection: Verifies trace width, spacing, shorts, opens, and hole alignment before component assembly begins
- Solder Paste Inspection: Confirms correct volume, height, and placement of solder paste prior to component positioning
- Component Placement Verification: Detects missing components, polarity errors, misalignments, and incorrect component types
Automotive Production
- Component Quality Verification: Inspects dimensional accuracy and surface defects detection in parts before installation
- Weld Integrity Inspection: Verifies quality and strength of critical welds on chassis and structural components
- Assembly Completeness: Confirms all clips, fasteners, labels, and required parts are present and correctly positioned
Medical Device Manufacturing
- Sterile Packaging Integrity: Ensures packaging seals maintain sterility and detects contamination risks
- Assembly Verification: Validates correct assembly of complex devices like catheters, syringes, and implantable components
- Traceability and Compliance: Verifies batch codes, expiration dates, and 2D barcodes for regulatory requirements
Packaging and Consumer Goods
- Label Inspection: Detects damaged, misaligned, or incorrect labels on bottles, boxes, and consumer products
- Fill Level Verification: Ensures containers meet specified fill volume requirements and
- Seal Quality Control: Validates packaging seal integrity to prevent leakage and maintain product freshness
Implementing Automated Visual Inspection: A Strategic Roadmap
Successfully deploying automated visual inspection requires methodical planning, proper integration, and continuous optimization. Follow this structured approach to maximize system effectiveness
Phase 1: Planning and System Selection
- Define quality objectives for your manufacturing stages
- Analyze production requirements: line speed, product complexity, volume, infrastructure compatibility
- Establish budget and calculate ROI from defect reduction, scrap elimination, and labor savings
Phase 2: Preparation and Installation
- Prepare sites with adequate space, power, network connectivity, and stable environmental conditions
- Integrate systems physically into production lines, synchronizing with conveyors and material handling
Phase 3: Programming and Configuration
- Create reference standards using known-good products or CAD/BOM data defining acceptable variations
- Tune inspection parameters; lighting, thresholds, tolerances to minimize false positives while maximizing detection
- Develop specific inspection programs for each unique product.
Phase 4: Training and Deployment
- Train operators on system operation.
- Educate maintenance personnel on calibration, cleaning protocols and repair.
- Prepare quality teams for data analysis.
- Conduct pilot runs with production batches to validate performance before full deployment
Phase 5: Continuous Optimization
- Perform routine maintenance: lens cleaning, calibration, software updates, hardware verification
- Apply continuous improvement using inspection data to refine programs and optimize upstream processes
- Update configurations regularly as products, defect types, or manufacturing processes evolve
Is AVI Worth It? Benefits and Challenges
proven impact:
- Complete inspection coverage: – Examines 100% of production at line speed, eliminating sampling gaps where manual inspection checks only statistical subsets and allows defects to escape detection.
- Consistent accuracy: Maintains 95–99% detection rates without the performance degradation that results from fatigue, distraction or variations in subjective judgement that compromise the reliability of human inspection.
- Immediate defect response: Quality issues are flagged instantly, Real-time defect analysis to prevent defect propagation, rather than discovering problems after producing thousands of flawed units.
- Objective quality documentation: It creates inspection records with defect images, classification data and production context, providing traceability for root cause analysis and continuous improvement initiatives.
Concerns:
- Lighting sensitivity: Inconsistent lighting can create false positives or obscure genuine defects. Systems require controlled lighting environments and regular calibration to maintain reliable detection across shifts.
- Product variability handling: Acceptable manufacturing variations can resemble defects, so extensive training data spanning normal production diversity is required to prevent excessive false alarms that disrupt operations.
- Model maintenance requirements: New product variants, material changes or evolving defect types require model retraining to maintain accuracy. Systems require continuous data collection and periodic updates as manufacturing evolves.
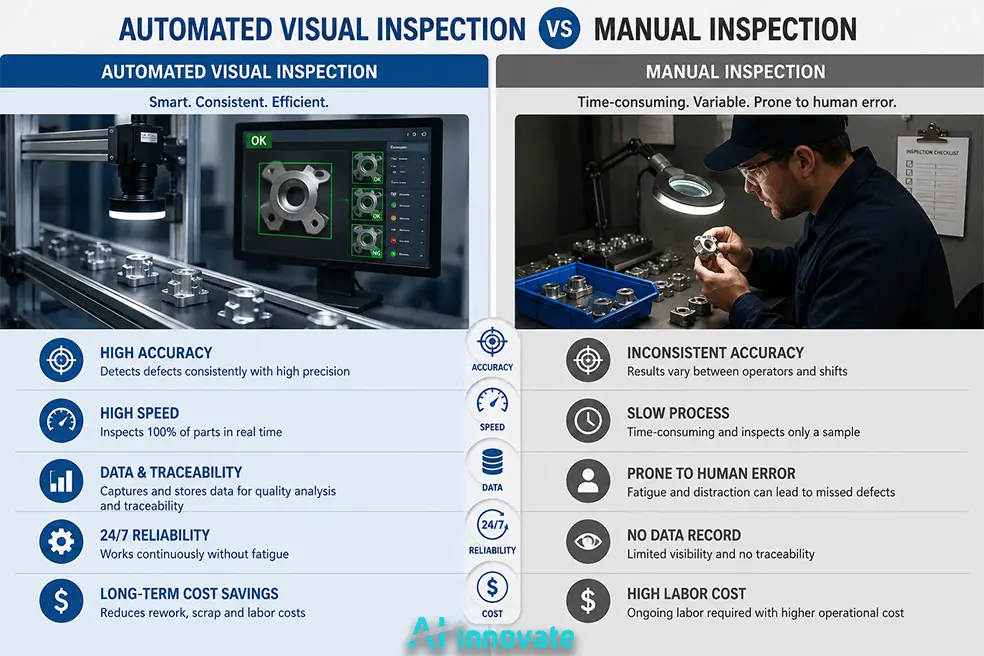
AVI vs Manual Inspection: What’s the Real Difference?
The gap between automated and manual inspection comes down to five things: accuracy, speed, data, reliability, and cost. Manual inspection relies on human eyes, so results vary between operators, slow down at high volume, and typically catch only 70-80% of defects. Automated visual inspection checks 100% of parts in real time, holds 95-99% accuracy across every shift, and records every result for full traceability. The comparison below breaks down where each approach stands.
Does automated visual inspection replace humans entirely?
No, automated visual inspection complements human expertise rather than replacing it. While AVI systems can handle repetitive, high-speed inspection tasks with consistent accuracy, humans are still needed for complex judgement calls, system oversight and continuous improvement. Quality engineers interpret defect trends to identify root causes, validate edge cases flagged by AI for review and make strategic decisions about acceptable quality thresholds. Automated visual inspection does not replace quality personnel; rather, it frees them from repetitive tasks so they can focus on higher-value activities that require experience, creativity and judgement.
Conclusion
For decades, visual inspection performed by human operators served manufacturing adequately, but modern production realities have made manual methods ineffective. Automated visual inspection, powered by AI, delivers what manual approaches cannot: 100% inspection coverage at production speed, with consistent, superhuman accuracy that is unaffected by fatigue or distraction.
From my experience of implementing vision systems in manufacturing environments, this transformation is not just about identifying more defects; it is about changing the way organisations approach quality, shifting from accepting the limitations of sampling to achieving genuine zero-defect confidence.
Note: Some graphics and visuals in this post were produced using AI-generated content.