In every industrial production environment, regardless of scale, automation level, or technological maturity, visual inspection plays a central role in ensuring quality, safety, and reliability. Long before machines learned to see, human vision was the primary tool for identifying defects, verifying workmanship, and judging whether a product was acceptable or not.
Why Visual Inspection Is Critical in Modern Industry
Vision as the Foundation of Industrial Quality
Today, even as artificial intelligence and machine vision systems rapidly advance, visual inspection remains the foundation upon which all quality control strategies are built. Whether inspection is performed by human operators, optical instruments, or intelligent systems, the underlying principle is the same: decisions about quality begin with visual evidence.
This first article in the series When Machines Learn to See: AI-Based Defect Detection in Industry focuses exclusively on why visual inspection is essential in industry, independent of how it is performed. Understanding this importance is critical before examining the limitations of traditional methods and the emergence of automated and AI-driven solutions in later parts.
Automated , Accurate , Always-On
Replace human fatigue with 24/7 AI inspection.
Why Visual Inspection Is Essential in Industrial Production
Visual inspection is not simply a quality control step it is a risk management, cost control, and trust-building mechanism embedded deeply in industrial workflows.
Visual Inspection as the First Line of Defense
In manufacturing and industrial processes, defects often manifest first as visible anomalies: surface cracks, scratches, discoloration, misalignments, deformations, or contamination. Visual inspection acts as the earliest and most direct way to detect these issues before they propagate into more severe failures.
By identifying defects at an early stage, visual inspection helps prevent:
- Defective products from reaching customers
- Escalation of minor flaws into major structural or functional failures
- Costly downstream rework or recall
From this perspective, visual inspection is not merely about quality it is about preventing risk accumulation.

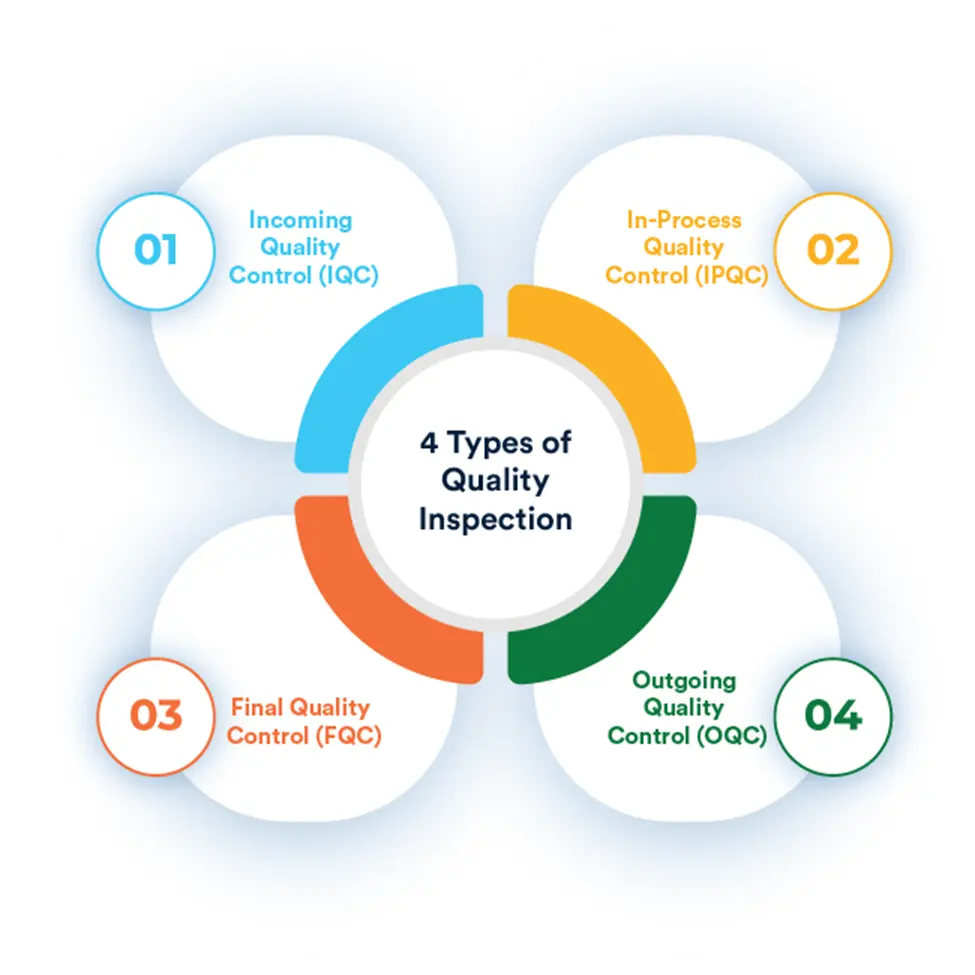
The Role of Visual Inspection in Quality Assurance and Standardization
One of the core objectives of industrial quality assurance is consistency. Products must not only meet specifications once, but repeatedly and reliably across batches, shifts, and production lines.
Visual inspection supports this objective by:
- Verifying compliance with design specifications
- Ensuring uniform appearance and finish
- Detecting deviations from established standards
In many industries, visual criteria are formally documented in quality standards, inspection checklists, and acceptance guidelines. As a result, visual inspection becomes a codified process, not a subjective activity, even when performed manually.
Safety, Reliability, and Regulatory Compliance
In safety-critical industries such as automotive, aerospace, energy, pharmaceuticals, and medical devices, visual inspection directly contributes to human safety and system reliability.
Many regulatory frameworks explicitly require visual inspection as part of:
- Product certification
- Routine maintenance and servicing
- Final release procedures
Failures caused by overlooked visual defects can have severe consequences, ranging from equipment damage to injury or loss of life. For this reason, visual inspection is often mandated not because it is optional, but because it is fundamental to responsible industrial practice.
This Topic might also interest you :
Industries Where Visual Inspection Is Indispensable
Automotive Manufacturing
In automotive production, visual inspection is used extensively to evaluate body panels, paint quality, weld seams, and assembly correctness. Even minor visual defects can affect performance, safety, or customer perception.
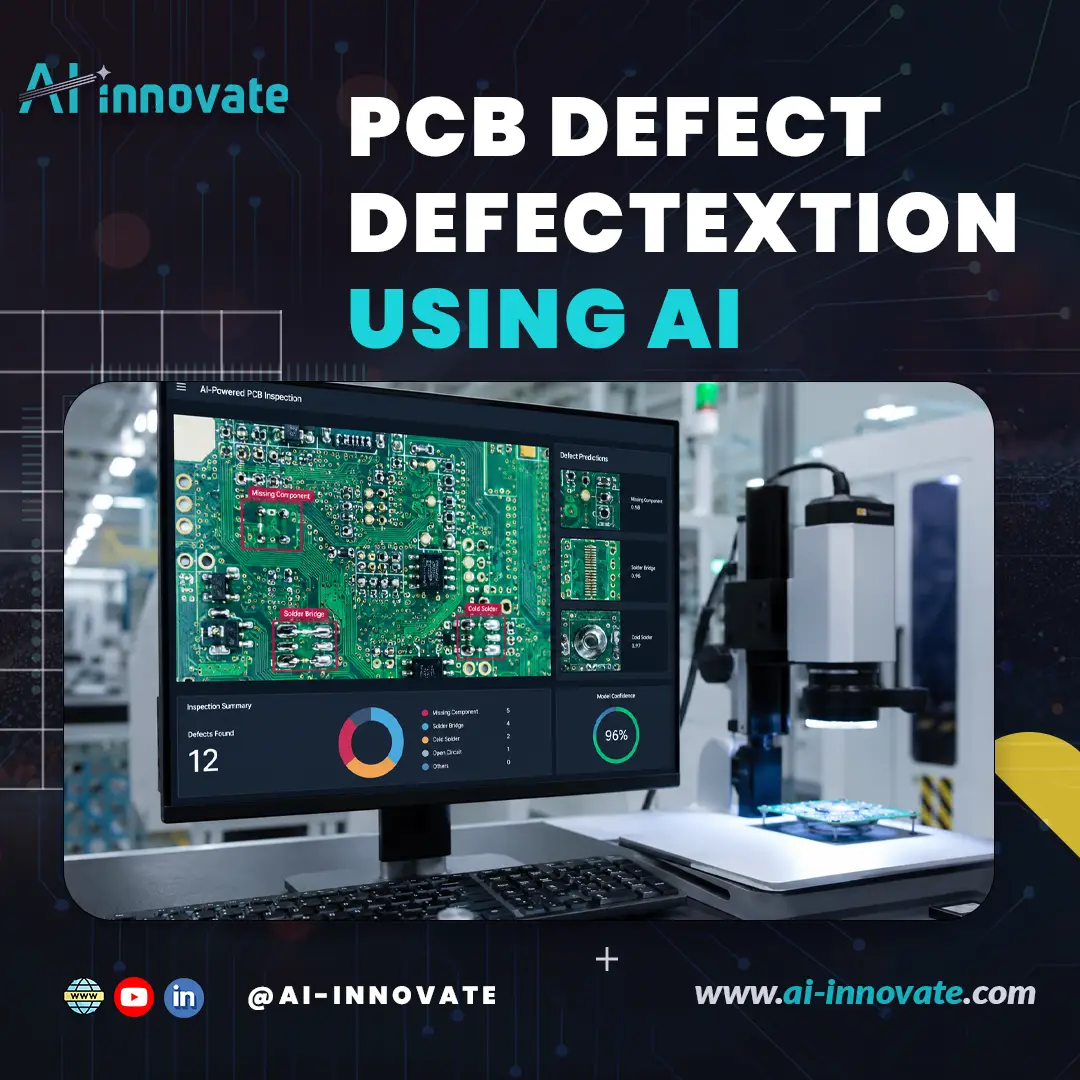
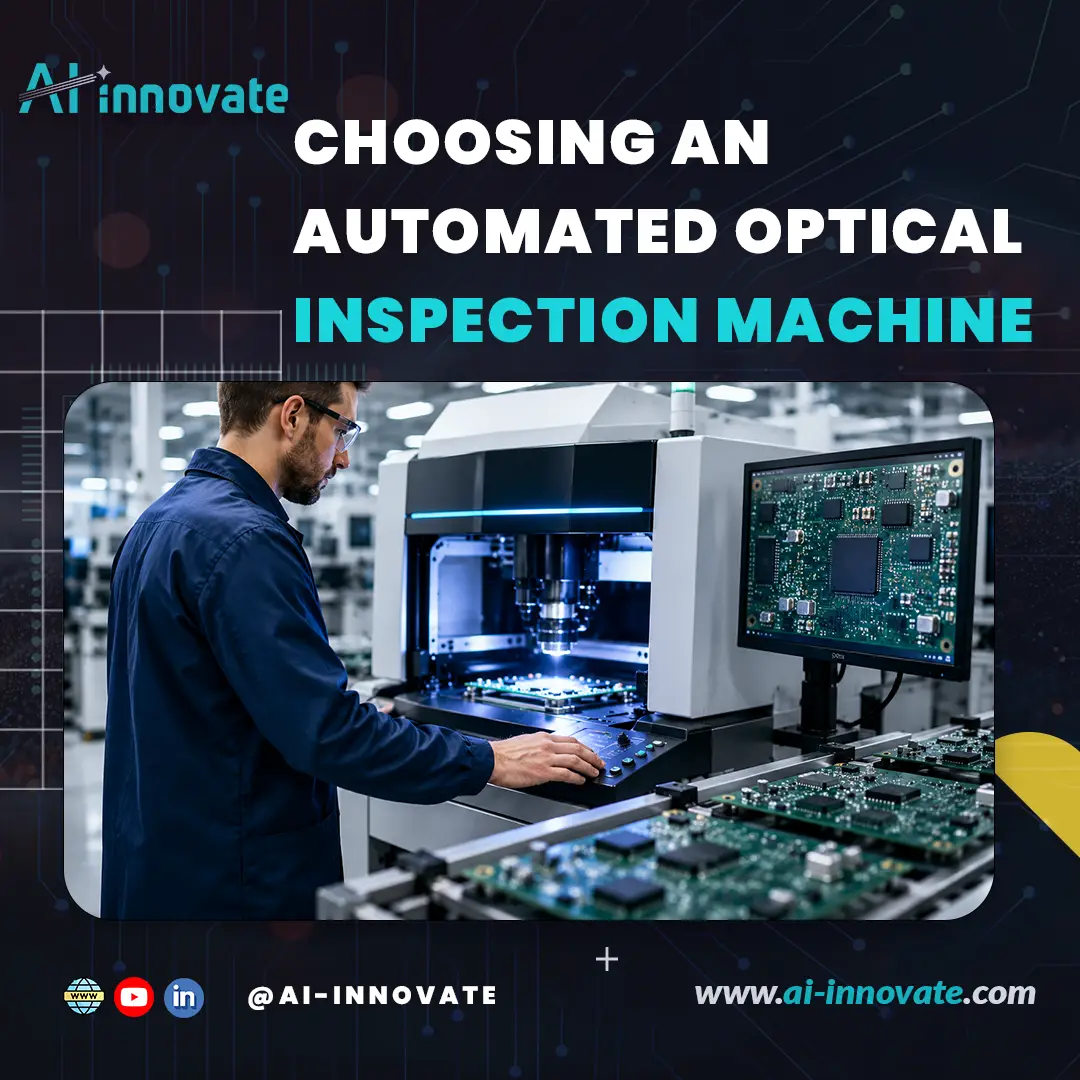
Electronics and Precision Manufacturing
Electronics manufacturing depends on visual inspection to identify defects that are often invisible to other testing methods, such as misaligned components or surface-level soldering issues.
Pharmaceutical and Medical Products
In pharmaceutical manufacturing, visual inspection is essential for detecting cracks, particles, or labeling errors that could compromise patient safety.
Across all these industries, visual inspection is not a secondary process it is integral to production itself.
Visual Inspection as the Basis for Industrial Decision-Making
Beyond defect detection, visual inspection provides actionable information that influences:
- Process adjustments
- Supplier evaluation
- Root-cause analysis
- Continuous improvement initiatives
Every decision to accept, reject, rework, or halt production begins with visual evidence. In this sense, visual inspection forms the informational backbone of industrial quality control systems.
Setting the Stage for What Comes Next
Visual inspection has always been indispensable in industry. However, as production volumes increase, tolerances tighten, and product complexity grows, the way visual inspection is performed becomes just as important as the inspection itself.
In the next part of this series, we will examine:
- The inherent limitations of traditional manual visual inspection
- Why human-based inspection struggles to scale
- How these limitations motivate the shift toward automated and AI-based solutions
Before machines learn to see, it is essential to understand why seeing matters at all.
Confused About Where to Start with AI?
Our specialists help you identify the right AI approach based on your process, data, and goals.