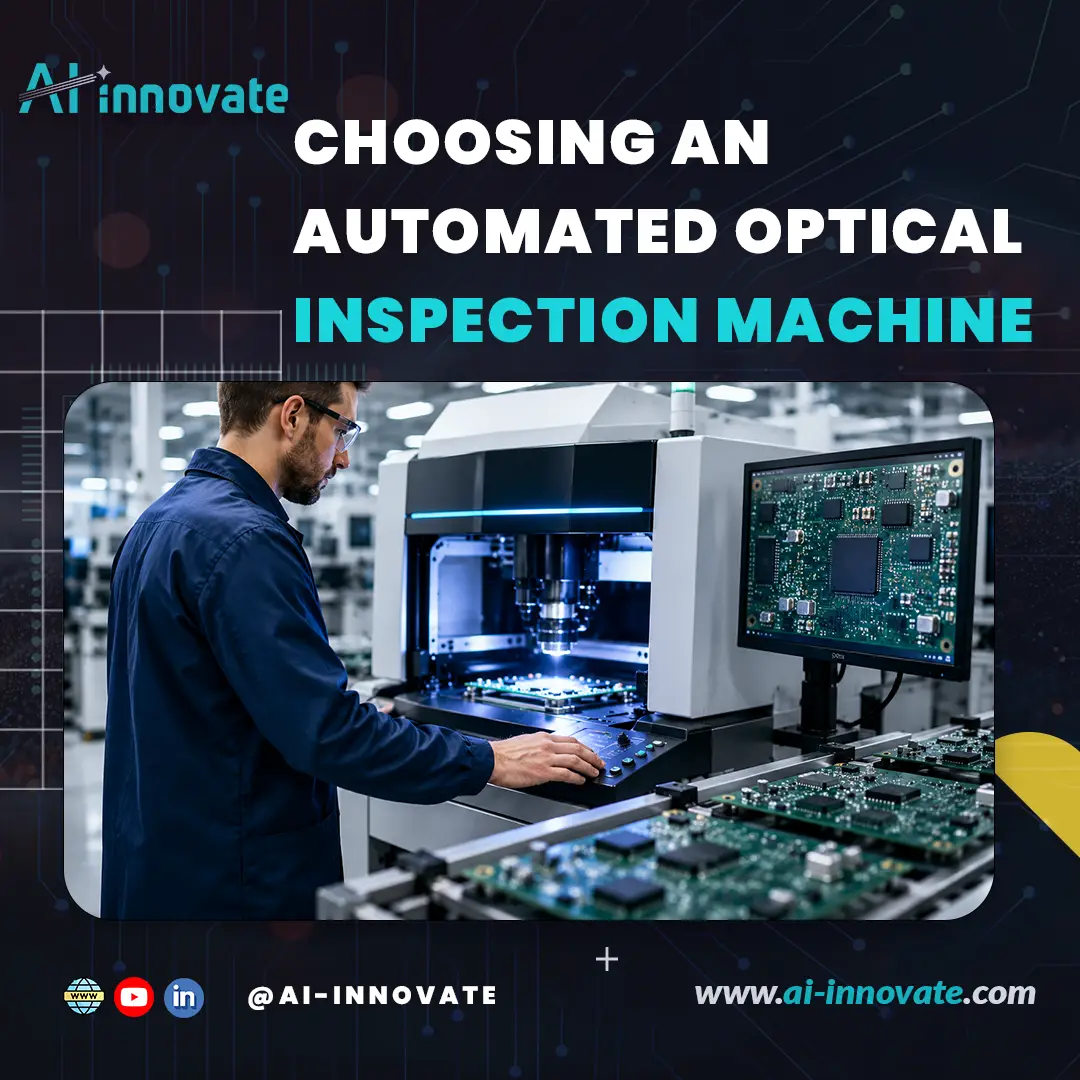
Manufacturing is nearly impossible without visual inspection, so it’s no question that a good visual inspection process is worth investing in. Customer expectations are ever-increasing, regulatory requirements are as tight as ever, and production lines have never been faster. That’s why many manufacturers are taking a closer look at automated visual inspection.
The big question isn’t whether the technology works, but whether the investment makes financial sense. So in this guide, we’ll break the discussion into what automated visual inspection brings, what it costs to implement, and how those costs translate into measurable returns.
Computer Vision in Smart Factories. Turning Images into Intelligence.
Computer vision empowers smart factories to detect defects, monitor processes, and optimize production in real time. By transforming visual data into actionable insights, AI-driven vision systems improve quality, reduce waste, and accelerate data-driven decision making across the factory floor.
Overview of AI computer vision in a smart factory
Computer vision works like a tireless eye that looks at images and videos and analyzes them based on data. Cameras and sensors work as the “eye” and artificial intelligence algorithms analyze what they “see”. In a smart factory, these systems are integrated into production lines, robotic arms, inspection stations, and logistics workflows to speed up decision making.
Traditional vision systems use rules and simple patterns to identify defects, but AI-powered computer vision uses machine learning and deep learning models to do this. With the help of AI, it can also track objects, classify components and monitor processes. These systems get better the more data they process.
In practical terms, computer vision enables machines to:
- Detect defects that may be invisible to the human eye
- Measure dimensions with high precision
- Monitor production lines in real time
- Ensure compliance with quality standards
- Improve safety by detecting hazardous conditions
It essentially adds visual intelligence to automation systems.
Benefits of Implementing Computer Vision AI
The addition of computer vision in smart factories has allowed for many operational advantages, some of which include:
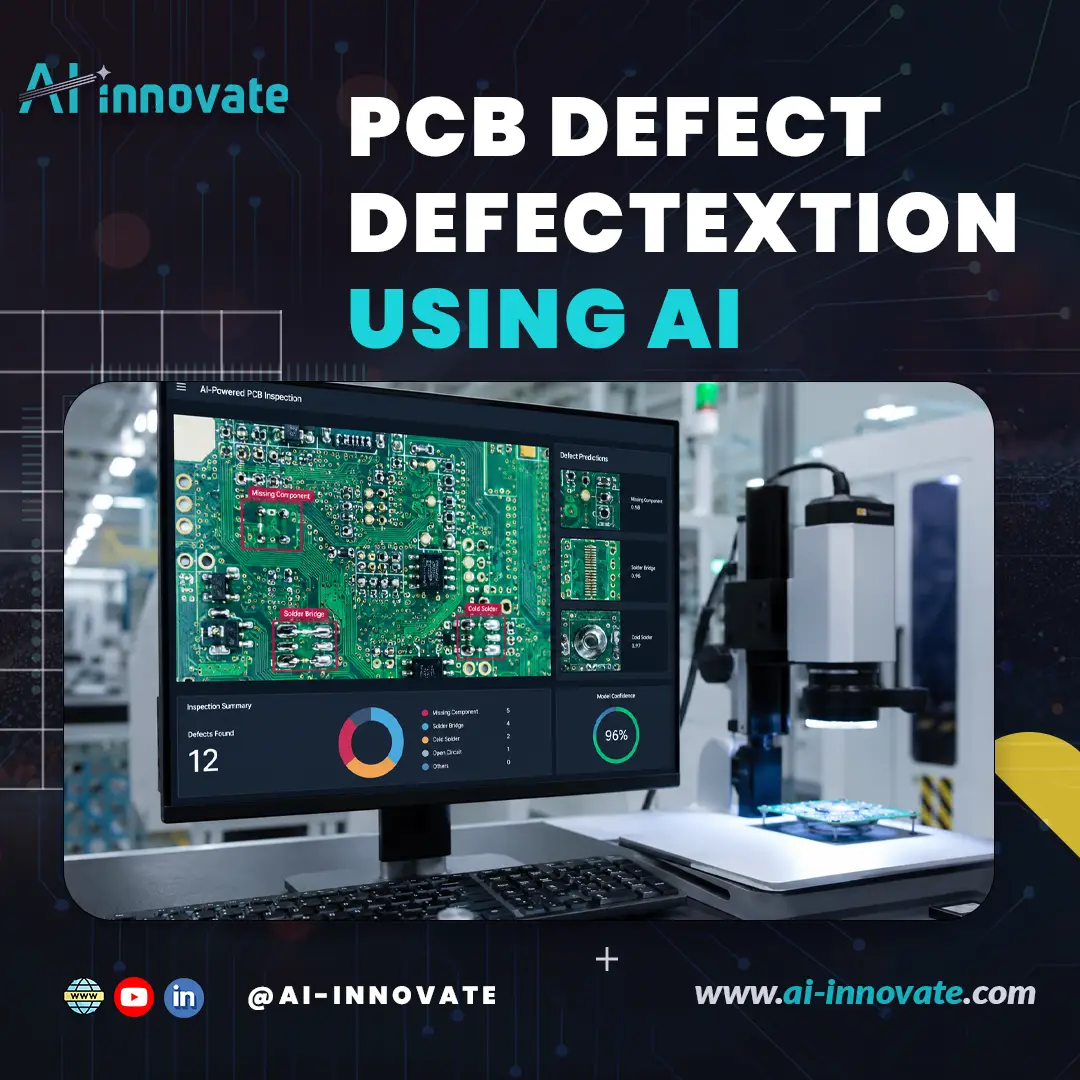
Improved Quality Control
Computer vision systems are very effective during surface defect detection. Assembly errors, and dimensional inconsistencies are detected with great accuracy when compared to manual inspection.
Real-Time Decision Making
AI enables immediate image processing, so in case of a defect, it can trigger immediate corrective actions. This minimizes downtime and keeps production running efficiently.
Reduced Labor Costs
Computer vision can automate repetitive inspection tasks and allows human workers to focus on higher-value activities such as system optimization and strategic planning.
Increased Production Speed
Computer vision operates continuously without fatigue. Since no breaks are needed and the data processing is instant, it leads to faster inspection cycles and higher throughput.
Data-Driven Process Optimization
AI systems collect visual data that can be analysed to identify trends, root causes of defects, and opportunities for improvement.
- Read Also:
Top 10 Use Cases of Computer Vision in Smart Factories in 2026
These examples show how computer vision is used in production systems, not as a separate tool. Here are ten practical ways that computer vision is used in modern manufacturing:
- Surface Defect Detection: Computer vision helps with identifying cracks, scratches, corrosion, or coating inconsistencies on products like metals, electronics, and automotive parts.
- Assembly Verification: It’s used to ensure that components are correctly installed, aligned, and assembled before moving to the next stage.
- Dimensional Measurement: Vision systems are used to measure part dimensions with high precision and verify tolerance compliance.
- Predictive Maintenance Support: Monitoring machinery for visual signs of wear, leaks, or misalignment to prevent unexpected breakdowns.
- Robot Guidance and Control: AI-powered systems allow robotic arms to locate, pick, and place parts accurately using visual input.
- Inventory Tracking and Logistics: computer vision automates tracking materials, identifying barcodes or QR codes, and monitoring warehouse flow.
- Packaging Inspection: It checks labels, seals, and packaging quality to ensure compliance with regulatory and branding standards.
- Worker Safety Monitoring: Computer vision can be used to protect human workers by detecting whether workers are wearing protective equipment and identifying unsafe behaviors in real time.
- Process Monitoring in Real Time: AI computer vision monitors manufacturing processes such as welding, soldering, or coating to detect anomalies instantly.
- Automated Sorting and Classification: With the ability to see and analyze, computer vision is able to sort products based on visual characteristics such as size, color, or defect presence.

How AI-Innovate Powers Computer Vision in Smart Factories
AI-Innovate supports manufacturers implementing computer vision in smart factories by delivering a complete industrial AI ecosystem built for real-time performance, scalability, and reliability. Our products enable factories to move from isolated vision tools to fully integrated, intelligent automation systems by providing:
- AI-driven quality control with AI2Eye, enabling accurate surface inspection, assembly verification, and real-time process monitoring across production lines
- Synthetic data generation and model validation through AI2Cam, reducing dependency on rare defect samples and accelerating the development and optimization of vision models
- Industrial-grade edge AI processing with AIxCore, powered by NVIDIA Jetson Orin AGX, delivering real-time machine vision, robotics processing, isolated power architecture, and integrated industrial Ethernet for seamless factory deployment
Whether manufacturers are building new smart factory infrastructure or upgrading existing automation systems, AI-Innovate’s products provide the edge intelligence, flexibility, and performance needed to deploy computer vision at scale and turn visual data into operational advantage.
Conclusion
Computer vision is a foundational technology in smart factories. It has already had a revolutionary impact on automated inspection, improving quality, enhancing safety, and optimizing production processes. It’s no doubt that with the rapidly advancing world of AI, computer vision will become of even greater importance in the future.
I believe for manufacturers who want to stay competitive in a world that’s becoming more automated, using computer vision is now essential. It’s an investment that will make the manufacturing processes more efficient, reliable, and better in the long term.
Sources
Ai-Innovate uses only high-quality sources, including peer-reviewed studies, to support the facts within our articles.
- How Computer Vision Is Powering Smart Factories
Medium — An accessible overview of how computer vision technologies are being integrated into smart manufacturing workflows.
https://medium.com/@chinmayiadsul/how-computer-vision-is-powering-smart-factories-00c66e6093ea - The Role of Computer Vision & AI in Smart Manufacturing
Ripik — Discussion of how AI and computer vision support automation, quality inspection, and efficiency improvements in manufacturing.
https://www.ripik.ai/the-role-of-computer-vision-ai-in-smart-manufacturing/ - Application of Computer Vision in Industry (MDPI Article)
Applied Sciences (MDPI) — Peer-reviewed article on applied computer vision research relevant to industrial applications.
https://www.mdpi.com/2076-3417/15/18/10157 - Computer Vision in Industrial Contexts (Theses Repository)
Theseus — Academic thesis related to computer vision applications in industrial or engineering domains.
https://www.theseus.fi/handle/10024/894015
FAQ
How is computer vision used in manufacturing?
Computer vision systems improve robot-based manufacturing by allowing the robots to see exactly what they are doing. This means that they can spot any problems as they are putting parts together. A computer vision platform can guide robotic arms to do things like put parts in place and do welding.
Which industries use computer vision?
Computer vision is used in many industries, like self-driving vehicles, manufacturing, agriculture, entertainment, city planning, and more. It changes how computers and machines interact with the world.
What is computer vision for intelligent systems?
Computer vision is a technology that lets machines automatically recognise and describe images accurately and efficiently. Now, computers can access lots of images and video data from or created by smartphones, traffic cameras, security systems and other devices.
Is computer vision the same as AI?
Yes, computer vision is a type of artificial intelligence (AI). At its most basic, AI refers to systems designed to perform tasks that usually require human-like reasoning, perception, or decision-making.