In smart factories, cameras and AI systems are now used to inspect parts, track movement, support robotics, as well as improve safety. One of the most important technologies behind these systems is object detection: a machine vision system identifying what’s in an image and where it’s located. As production lines become more automated, object detection gains a bigger role in automated optical inspection.
In this blog, we take a look at the fundamentals of object detection, how performance is measured, which frameworks and datasets are commonly used, and how this technology supports quality control and other industrial applications.
Smarter Industrial Vision, Powered by Object Detection
Detect defects in real time, automate inspection, and improve accuracy with AI-driven machine vision systems.
Understanding the Basics of Object Detection
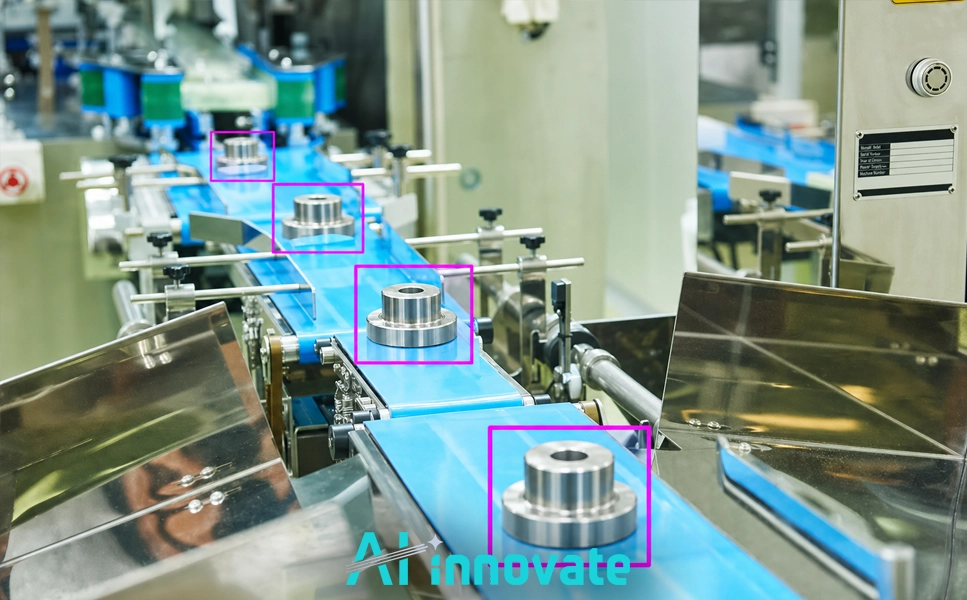
Object detection is a type of computer vision that identifies objects inside an image or video and shows their location. Unlike simple image classification, which only says what’s in the image, object detection also places a box around the object.
This makes it especially useful in industrial machine vision. A system often needs to know exactly where that component is, whether it’s in the correct position, and whether there are multiple objects present at the same time.
Object detection usually involves two main tasks:
- Finding the object in the image
- Classifying what the object is
In industrial settings, this can translate to identifying parts on a conveyor, locating defects on a surface, detecting tools in a workspace, or monitoring worker and machine activity.
Evaluation Metrics
To evaluate the performance of object detection systems, manufacturers use evaluation metrics, which help measure how accurate and reliable the model is.
Some of the most common metrics include:
- Precision, which shows how many detected objects were correct
- Recall, which shows how many real objects were successfully found
- Intersection over Union (IoU), which measures how closely the predicted box matches the actual object location
- mAP (mean Average Precision), which gives an overall measure of detection performance across classes
These metrics are important since an industrial detection system needs to be accurate enough for real production use. A model that misses too many objects may create quality problems, while one that has too many false detections may slow production.
Frameworks
Object detection systems are usually built using machine learning or deep learning frameworks. These frameworks are what help developers train models, test performance, and deploy systems into real industrial environments.
Commonly used frameworks include:
- TensorFlow
- PyTorch
- OpenCV
- Detectron2
- Ultralytics for YOLO-based workflows
Datasets
Datasets are a fundamental part of object detection. Models learn from large collections of labeled images. In these datasets, objects are marked to teach the system what they look like and where they appear.
A good dataset usually includes:
- Different object types
- Different angles and positions
- Lighting variation
- Background variation
- Real examples of defects or industrial conditions
Quality Control and Assurance in Industry
One of the main reasons object detection matters in industry is its role in quality control and quality assurance. Manufacturers need reliable ways to confirm that products meet standards before they move to the next stage or reach the customer.
Object detection gives vision systems the ability to inspect products automatically and continuously. Instead of relying only on human inspection, companies use machine vision to detect visible issues, missing parts, incorrect placement, or process deviations.
Mainstream Technologies and Models
There are many object detection models in use today, but some have become especially well-known because of their features.
YOLO Series
The YOLO series is one of the most popular object detection approaches. YOLO stands for “You Only Look Once,” and it’s known for being fast enough for real-time applications.
This makes it a strong choice for industrial environments where production lines move quickly and decisions need to happen without delay: inspection, tracking, robotics, and other real-time machine vision tasks.
SSD (Single Shot MultiBox Detector)
SSD is another popular object detection model designed for speed and efficiency. Like YOLO, it performs detection in a single pass, which helps it work well in real-time applications. SSD is a good option for achieving a balance between accuracy and processing speed.
RetinaNet
RetinaNet is renowned for enhancing performance in challenging detection scenarios, particularly when certain objects are more difficult to locate than others. It introduces a method that helps reduce the problem of class imbalance during training. In industrial settings, this can be useful when defects are rare or important objects appear much less frequently than typical examples.
Transformer-based Models
Transformer-based models such as DETR and DINO are newer approaches that owe their gained attention to their strong detection capabilities. These models are often more advanced and can perform well in complex visual scenes.
In industry, they may be useful for more complicated products, environments or object relationships. However, depending on the application, they can also require more computing power.
Where Object Detection Is Used in Industry
Object detection has many practical applications in industrial machine vision:.
- Surface Defect Detection: One of the most common uses of object detection is detecting surface defects. This includes scratches, cracks, dents, pits, stains, coating issues, or other visible flaws on products or materials.
- Visual Quality Inspection: Object detection is also widely used in general visual inspection. A system can check whether a product has the correct components, whether labels are present, whether assembly is complete, or whether the item meets visual standards.
- Robotic Guidance (Vision-Guided Robotics): In vision-guided robotics, object detection allows robots to understand where parts, tools, or products are located. This lets robotic systems pick, place, sort, or assemble items more accurately.
- Logistics and Tracking: Object detection also supports logistics and tracking. Vision systems can identify items on conveyors, track packages, count products, or monitor material flow between workstations.
- Safety Monitoring: Safety monitoring is another important use of object detection. Machine vision systems can detect unsafe conditions, monitor restricted areas, or confirm whether procedures are being followed correctly.
Real-World Industrial Examples of Object Detection
Object detection is popular across a wide range of industries since many production environments are dependent on visual accuracy and fast decision-making.
Series Production in Automotive and Electronics
In series production, particularly in the automotive and electronics industries, object detection can be used to inspect parts, confirm assembly steps and identify defects at production speed. These industries usually require very high levels of consistency, making machine vision an important support tool.
Packaging and Assembly Lines
On packaging and assembly lines, object detection can be used to confirm that items are in the correct position, that all components are present and that the packaging is complete. This reduces errors and improves efficiency in fast-paced production environments.
Food and Pharmaceutical Industry
In the food and pharmaceutical industries, object detection can support a range of processes, including inspection, sorting, packaging checks and monitoring. As these sectors often require strict quality and compliance standards, reliable detection is particularly valuable.
Safety-Critical Industries
In safety-critical industries such as aviation and medical technology, inspection requirements are particularly stringent. Even minor visual defects can have serious consequences, so object detection can offer an additional level of quality control and process reliability. In such environments, accuracy and traceability are often as important as speed.
Turn Industrial Object Detection into Measurable Operational Gains
Object detection only creates value when it is deployed with the right machine vision infrastructure, edge computing, and model strategy. Moving from isolated vision tests to reliable industrial performance requires robust image pipelines, real-time inference, and AI systems that can detect, classify, and track objects accurately in real production environments.
At AI-Innovate, we help manufacturers bridge the gap between object detection theory and plant-floor execution by providing:
- Intelligent visual inspection with AIxEye, enabling real-time detection of defects, missing components, incorrect positioning, and other visual issues across quality control, assembly, and packaging workflows
- Edge AI infrastructure with AIxCore (powered by NVIDIA Jetson Orin AGX) for high-speed image processing, on-site inference, and scalable deployment across machine vision, robotics, logistics, and safety monitoring applications
- Synthetic data capabilities through AIxCam, helping teams strengthen object detection models when labeled images are limited, industrial conditions vary, or rare defect and edge-case scenarios are difficult to capture
Whether you’re improving inspection at a single workstation or scaling machine vision across multiple lines and facilities, the key is combining reliable image capture, explainable AI models, and industrial-grade deployment built for real manufacturing environments.
Conclusion
Object detection is now an essential component of industrial machine vision, easing the process of identifying objects, monitoring processes and responding to issues. It supports many of the tasks that smart factories depend on every day, from quality inspection and defect detection to robotic guidance, logistics, and safety monitoring.
I believe with the right models, data and deployment strategy, manufacturers can use this technology to improve quality and efficiency and build better, more reliable production systems.
Sources
Ai-Innovate uses only high-quality sources, including peer-reviewed studies, to support the facts within our articles.
- Springer Nature / Production Engineering. (2025). Object Detection Survey for Industrial Applications with Focus on Quality Control — A research survey covering modern object detection methods for industrial inspection, including defect detection, measurement, speed, accuracy, and real-world quality control use cases. Retrieved from https://link.springer.com/article/10.1007/s11740-025-01369-4#Sec2
- E3S Web of Conferences. (2025). ISSAT 2025 Conference Paper (PDF) — A conference-paper source from the 4th International Seminar of Science and Applied Technology, useful for readers looking for applied research on AI-driven industrial and sustainability topics. Retrieved from https://www.e3s-conferences.org/articles/e3sconf/pdf/2025/64/e3sconf_issat2025_01001.pdf
- Jidoka Tech. (2025). 5 Best Object Detection Models Right Now! — A practical industry guide comparing leading object detection models for manufacturing and logistics, with emphasis on speed, edge deployment, zero-shot flexibility, and inspection use cases. Retrieved from https://www.jidoka-tech.ai/blogs/best-object-detection-models-manufacturing-logistics
API4AI / Medium. (2025). AI Object Detection API: Key to Automated Quality Control — An approachable overview of how AI object detection supports automated inspection, defect detection, and scalable quality control in manufacturing environments. Retrieved from https://medium.com/@API4AI/ai-object-detection-api-key-to-automated-quality-control-a0ab2ebd3cdb
FAQ
What is the difference between object detection and image classification?
Image classification assigns a single label to an entire image (e.g., “defective part”), whereas object detection identifies, classifies, and localizes one or more specific objects within that image using bounding boxes. This allows systems to count multiple parts or find exactly where a scratch is located.
What hardware is required for real-time detection?
For real-time performance on a fast production line, edge devices like industrial PCs with dedicated GPUs or smart cameras are used to minimize latency. High-speed applications (e.g., conveyor belts) often require line scan cameras, while 3D tasks like robotic bin-picking require stereo or LiDAR sensors.
How is model performance measured?
The most common metric is mAP (mean Average Precision), which balances accuracy and the model’s ability to find all objects. Other key metrics include Precision (how many detections were correct), Recall (how many actual objects were found), and IoU (Intersection over Union), which measures how well the predicted bounding box overlaps with the real object.