Manufacturing in 2026 looks very different from what it did just a few years ago. Computer vision is no longer limited to basic inspection cameras on production lines. It has evolved into an intelligent system that connects quality control, robotics, maintenance, safety, and logistics into one coordinated ecosystem.
As factories continue to adopt Industry 4.0 technologies, computer vision is becoming one of the most impactful tools shaping smart manufacturing environments.
Below, we explore the top applications leading the way in 2026, followed by emerging technologies and high impact use cases across industries.
Computer Vision Applications in Manufacturing for 2026
Explore how computer vision is shaping manufacturing in 2026, from advanced defect detection and robotic guidance to predictive analytics and autonomous quality control. Learn how AI-powered vision systems drive efficiency, resilience, and competitive advantage.
Top 2026 Manufacturing Computer Vision Applications
Computer vision is widely used in smart factories for maximum optimization. Some of the manufacturing steps revolutionized by computer vision include:
Automated Defect Detection and Quality Control
Quality inspection remains the most widely adopted computer vision application in manufacturing. In 2026, systems use ultra high resolution cameras combined with Vision Transformers and advanced deep learning models to detect even microscopic defects.
Unlike traditional inspection systems, these AI-driven quality control platforms operate in real time and continuously learn from new production data.
Modern systems can identify:
- Surface scratches and cracks
- Micro fractures in metals and composites
- Coating inconsistencies
- Packaging and labeling defects
- Assembly misalignments
Predictive Maintenance
Instead of waiting for equipment to fail, computer vision systems now monitor machinery continuously. Cameras track signs of wear such as:
- Misaligned gears
- Worn belts
- Oil leaks
- Vibrations and abnormal movement patterns
By analyzing visual patterns over time, AI models predict when maintenance is needed. Predictive maintenance is especially valuable in high throughput industries where every minute of downtime impacts revenue.
Robotic Guidance and Autonomous Systems
In 2026, 3D depth sensing and real time scene analysis allow robots and Automated Guided Vehicles to:
- Navigate complex factory floors
- Pick and place items with high precision
- Adjust grip based on object shape
- Work safely alongside human operators
Computer vision allows for more flexible automation by enabling dynamic path planning and object recognition. This is especially helpful in places that handle a variety of products or make frequent design changes.
Worker Safety and Compliance Monitoring
Overhead cameras powered by AI now monitor workplaces to ensure compliance with safety regulations. When violations occur, supervisors receive instant alerts. These systems can detect:
- Missing personal protective equipment such as helmets or gloves
- Unsafe worker behavior
- Entry into restricted areas
- Dangerous proximity to heavy machinery
Assembly Sequence Validation and Precision Inspection
Computer vision verifies that every step of the assembly process is completed correctly. Systems track component placement and confirm proper sequence at each production stage. This closed loop validation significantly reduces rework.
Smart Inventory and Logistics Management
Warehouse operations are becoming more automated, with systems that use vision technology. Cameras track inventory levels, monitor material movement, and automate stock counting.
Emerging 2026 Trends and Technologies
The world of AI-powered tools is rapidly changing, and new technologies enter the scene every day. Some technologies that we’ll see more of in the near future include:
Edge AI and Real Time Processing
In 2026, more computer vision systems process data directly at the edge instead of sending everything to the cloud. Edge AI allows immediate decision making with minimal latency. Edge deployment is especially important in environments where split second decisions change everything.
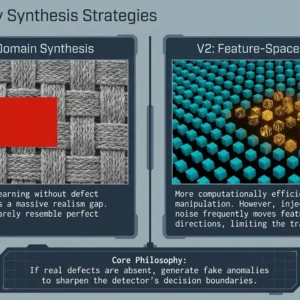
Synthetic Data for Training
One of the biggest challenges in AI development is obtaining high quality labeled data. Synthetic data generation is becoming a major solution in 2026.
Manufacturers use simulated environments to create training datasets that include rare defect scenarios. This improves model performance without requiring massive real world data collection.
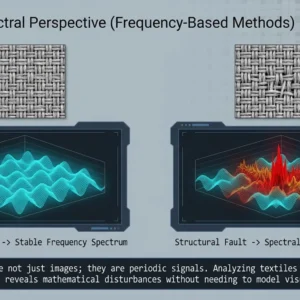
Hyperspectral Imaging
Hyperspectral imaging captures data beyond visible light, enabling deeper material analysis. In industries that manufacture complex products, hyperspectral imaging improves the quality control and validation of materials.
High Speed Vision Sensors
High Speed Vision Sensors enable faster image capture and processing. This is crucial for industries operating at extremely high production speeds. As costs decrease, adoption of HVS technology is expected to expand significantly.
High Impact Applications by Industry
This is where computer vision shines the most.
Autonomous and Assisted Mobility
Computer vision is central to perception stacks used in ADAS and autonomous systems. Detection, tracking, and semantic segmentation rely on advanced CV pipelines supported by radar and LiDAR integration.
Healthcare Imaging
Computer vision assists radiologists and pathologists by analyzing imaging data and identifying abnormalities. In surgical environments, vision guided systems enhance precision and reduce clinician workload when integrated into validated workflows.
Retail and Logistics
Vision systems are used in automated checkout, shelf analytics, demand forecasting, and warehouse picking automation. These capabilities reduce labor costs and increase operational efficiency.
Manufacturing Quality and Predictive Maintenance
In industrial production, computer vision drives closed loop quality control and predictive maintenance systems. Micro defect detection and automated corrective feedback increase yield and reduce manual inspection expenses.
AR VR and Wearables
Spatial computing and augmented reality devices rely on real time scene understanding. Major technology companies are accelerating development of AI driven AR experiences. Upcoming consumer hardware releases expected in 2026 highlight the growing practical demand for advanced vision processing.
How AI-Innovate Enables Advanced Computer Vision Applications in 2026
AI-Innovate supports manufacturers deploying next-generation computer vision systems by delivering an integrated AI ecosystem built for real-time performance, scalability, and industrial reliability. Our products help transform advanced vision strategies into practical, production-ready solutions through:
- AI-powered defect detection and quality monitoring with AIxEye, enabling real-time surface inspection, assembly validation, and precision measurement across high-speed production environments
- Synthetic data generation and model validation with AIxCam, accelerating training for rare defect scenarios, improving model robustness, and reducing reliance on extensive real-world data collection
- Industrial edge processing with AIxCore, powered by NVIDIA Jetson Orin AGX, delivering real-time machine vision inference, robotics processing, isolated power architecture, and integrated industrial Ethernet for seamless factory integration
Whether manufacturers are modernizing legacy inspection systems or building fully connected smart factories, AI-Innovate’s solutions provide the performance, flexibility, and edge intelligence required to deploy computer vision confidently at scale.
Conclusion
By 2026, computer vision will be a key part of manufacturing operations and other areas. New technologies like edge AI, synthetic data, hyperspectral imaging, and high-speed sensors are making performance better than ever. As industries move toward smarter, more connected ecosystems, we believe computer vision is no longer optional. It’s becoming a basic technology that increases efficiency, accuracy, safety, and innovation in modern manufacturing.
Sources
Ai-Innovate uses only high-quality sources, including peer-reviewed studies, to support the facts within our articles.
- Medium – Hire AI Developer. (2025). Computer Vision in 2026: Applications.
A forward-looking overview of how computer vision technologies are evolving by 2026, including core technical trends and high-impact industry use cases across sectors like manufacturing, healthcare, and retail. (Medium)
Retrieved from https://medium.com/@hireaideveloper/computer-vision-in-2026-applications-3bc7d89c1fd9 - Averroes.ai Blog. (2025). 7 Computer Vision Applications in Manufacturing & Industry.
Practical insights into how computer vision enhances manufacturing operations, from real-time quality control and defect detection to process monitoring and integration with quality systems. (Averroes AI)
Retrieved from https://averroes.ai/blog/computer-vision-manufacturing - CVAT Resources. (2026). The Most Popular Datasets for Computer Vision Applications in 2026.
A comprehensive guide to widely used computer vision datasets, explaining their strengths, typical tasks they support (e.g., object detection, segmentation), and considerations for choosing the right dataset for specific applications. (cvat.ai)
Retrieved from https://www.cvat.ai/resources/blog/popular-computer-vision-datasets#examples-of-use-cases-for-computer-vision-datasets
FAQ
What is computer vision in manufacturing?
Computer vision in manufacturing refers to the use of AI-powered cameras and image-processing systems to inspect products, monitor production lines, and detect defects automatically. These systems help manufacturers improve quality, reduce human error, and increase production efficiency.
Why use synthetic data for training?
Real-world data collection and manual labeling have become bottlenecks. Manufacturers now use Digital Twins and Generative AI to simulate rare defects, cutting development cycles from months to weeks.
What is the role of Edge AI?
Processing data locally on the factory floor (at the “edge”) is now critical for maintaining high speeds and ensuring data privacy without relying on external cloud connections.
How is computer vision used in quality control?
Computer vision systems analyze images and video in real time to identify scratches, cracks, missing components, alignment problems, and other production defects. Many manufacturers combine this technology with AI for Quality Assurance solutions to create faster and more accurate inspection workflows.
Can computer vision detect defects better than manual inspection?
Yes. AI-powered computer vision systems can detect microscopic defects and inconsistencies that human inspectors may miss, especially during high-speed production. They also maintain consistent inspection standards without fatigue or human variability.
How do automated optical inspection machines work?
An Automated Optical Inspection Machine uses high-resolution cameras, lighting systems, and AI algorithms to inspect products for defects during manufacturing. These systems compare products against predefined quality standards and instantly flag defective items.