Manual inspection can’t keep pace with modern production lines. At high line speeds, human inspectors miss 20 to 30 percent of defects, and fatigue makes that number worse over a long shift. AI visual inspection solves this by running continuous, real-time defect detection without the consistency limits that come with manual checks. Getting the deployment right is what separates a system that holds up on the floor from one that stalls in pilot. Research from IDC and Lenovo found that 88 percent of AI pilots never reach production, and the cause is almost never the model itself.
This guide walks through each deployment phase so those failure points surface early, before they become expensive.
Step 1: Define the Inspection Problem Before Choosing Any Hardware
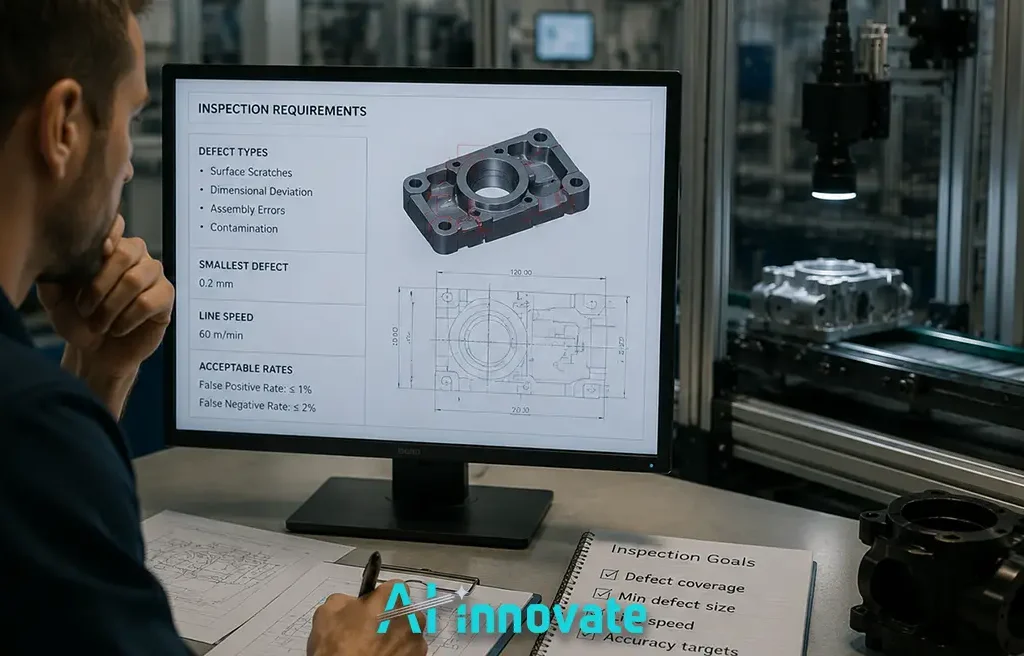
The most expensive mistake in AI visual inspection implementation is buying hardware before the inspection problem is clearly defined. Resolution, field of view, lighting type, and camera placement all depend on what you’re trying to catch and at what line speed.
Start by answering these questions for the target inspection point:
- What defect types need to be detected (surface scratches, dimensional deviation, assembly errors, contamination)?
- What’s the smallest defect that must be caught?
- How fast is the part moving past the camera?
- What are the acceptable false positive and false negative rates for this product?
Documenting this before a single purchase order goes out means every hardware and software decision that follows has a real specification to be measured against. It also makes site acceptance testing later far more straightforward, since pass and fail criteria are already written down.
Step 2: Build a Dataset That Actually Covers Your Defects
Dataset quality is the single most predictive variable of model accuracy in AI for defect detection, and it’s consistently the step teams underinvest in. A model trained on an incomplete or unrepresentative dataset will fail on the live line, regardless of the underlying architecture.
A viable production dataset typically needs:
- A minimum of 50 labeled images per defect class under real production conditions
- Images that capture normal product variation, not just ideal cases
- Coverage of lighting shifts, part orientation variation, and surface texture differences
The harder problem is rare defects. Some failure modes, like a specific weld crack or a contamination pattern, don’t occur often enough on the live line to collect a usable sample before launch. This is where synthetic data generation closes the gap. Simulating rare defect types in software and feeding them into the training pipeline lets a model learn to detect failures it hasn’t seen in production yet. AIxCam is built for exactly this workflow, generating synthetic defect data and camera simulations that extend training coverage to edge cases a live line can’t supply on its own.
Step 3: Machine Vision Implementation Starts With Hardware Matched to the Environment
Camera resolution and frame rate are the specs most teams focus on. Lighting is the one that determines whether the project works. Poor illumination is the most common cause of AI vision systems that perform well in the lab and fail in the factory, where ambient light shifts, reflective surfaces, and variable part positioning all introduce noise the model wasn’t trained to handle.
The hardware setup phase covers:
- Camera selection: Resolution, sensor size, and lens choice based on the defect size and line speed defined in Step 1
- Lighting design: Structured light, backlighting, or UV/IR illumination depending on the surface material and defect type; this is not a step to rush
- Edge compute placement: Processing needs to sit as close to the inspection point as possible; latency between detection and rejection matters on a fast line
- Network and integration: MES or SCADA connectivity for traceability and downstream action
Getting lighting right before training begins saves weeks of model retraining after deployment.
Step 4: Train, Validate, and Run Site Acceptance Testing
With a dataset and hardware in place, the model training phase can begin. Training itself is increasingly fast with modern deep learning tools, but validation before the system touches live production is not a step to compress.
Site acceptance testing (SAT) is the real signal of whether a system will hold up. A genuine deep learning system trained on a quality dataset should be able to complete SAT on live parts, with verified false accept and false reject rates, in under a week. A system that requires weeks of manual threshold adjustments to reach specification is, by definition, still rule-based, regardless of how it’s marketed.
Validation during SAT should confirm:
- Detection rate against a known defect library from the target line
- False positive rate at production throughput speed
- Performance consistency across shifts and lighting conditions
- Integration with downstream rejection or flagging systems
This is also when the machine learning in quality control decisions that will govern ongoing model performance get documented, including how often retraining will run and what triggers it.
Step 5: Deploy at the Edge for Real-Time Processing
Cloud-based inference doesn’t work for inline real-time defect analysis on a production line. Network latency, connectivity gaps, and the round-trip time to a remote server all introduce delays that don’t fit a line running at production speed. A part can travel past a rejection point faster than a cloud response arrives.
Edge AI deployment means the model runs on a compute unit sitting at the inspection station. Detection, decision, and rejection signal all happen locally, with no dependence on an external connection to make the call. For manufacturers already running production line AI setup across multiple stations, edge architecture also keeps inspection data on-site, which matters for customers with data residency requirements.
AIxCore is the edge compute unit built for this environment, running inference on NVIDIA Jetson Orin AGX hardware in the factory and delivering the response time that factory AI integration at production speed actually requires. A waste alert or rejection signal that arrives ten seconds late has already let bad parts pass.
Step 6: Monitor Results and Build the Retraining Loop
Going live isn’t the end of implementation. It’s where the value either compounds or stalls. A deployed model needs to be monitored for drift, retrained as new defect variants appear, and benchmarked against its original SAT results on a regular schedule.
Key monitoring checkpoints include:
- Weekly false positive and false negative rate tracking against baseline
- Flagging of image types the model is uncertain about, which often signals a new defect variant or an environmental shift
- Scheduled retraining cycles triggered by detection rate changes, not just calendar dates
Industry research on closed-loop quality control, where inspection results feed directly back into process adjustment, consistently puts defect rate reductions in the 20 to 50 percent range within 12 months of deployment, depending on the starting defect rate and the process being controlled. That feedback loop doesn’t happen automatically; it requires a retraining and monitoring process that keeps the model current.
The manufacturers who get the most out of industrial AI rollout treat the system as a live program rather than an installation. The ones who don’t tend to find their detection rates slowly degrading as production conditions evolve around a model that isn’t keeping pace.
How AI-Innovate Supports AI Visual Inspection Implementation
We help manufacturers build AI visual inspection systems around their actual line conditions, parts, and defect history, not a pre-packaged solution dropped onto the floor. The dataset, the hardware configuration, and the model tuning are where these projects succeed or fail, and that’s where we focus.
The components we use:
- AIxCam provides simulation tools and synthetic data generation for rare defect modes that don’t occur often enough on the live line to train a reliable model from production data alone, making it the most important tool for getting a dataset ready to deploy
- AIxEye handles real-time visual defect detection and inline inspection once the system goes live, running continuous detection at production speed without the fatigue and consistency limits of manual checks
- AIxCore is the industrial AI edge computer powered by NVIDIA Jetson Orin AGX, running inference on-site so detection and rejection signals arrive fast enough to act on at line speed
The starting point is always the same: your inspection problem, your current defect types, and the line conditions the model actually needs to handle. email Info@ai-innovate.com to scope an AI visual inspection deployment around your highest-risk inspection point.
Final Thoughts
AI visual inspection implementation works when the deployment follows a sequence, and breaks down when teams skip steps to move faster. The dataset drives model accuracy more than any other variable, which is why rare and synthetic defect coverage matters before anything goes live. Hardware choices, particularly lighting, have to match the real production environment, not a controlled lab setup. Edge deployment keeps detection fast enough to act on. And monitoring after go-live is what determines whether the system keeps performing or slowly degrades.
The manufacturers running the strongest AI inspection programs didn’t deploy all at once. They started at one high-impact inspection point, proved the system in that environment, and expanded from there. That’s the same approach that turns a pilot into a production program, and a production program into a quality advantage that compounds over time.
Confused About Where to Start with AI?
Our specialists help you identify the right AI approach based on your process, data, and goals.
Frequently Asked Questions
What is AI visual inspection implementation?
AI visual inspection implementation is deploying a camera, model, and edge compute system on a production line to detect defects, dimensional errors, and assembly failures automatically in real time. It covers dataset collection, model training, hardware installation, site acceptance testing, and ongoing monitoring after go-live.
How long does an AI visual inspection deployment take?
A single-line pilot typically runs four to eight weeks from camera installation through site acceptance testing and go-live. Dataset readiness is the biggest variable. Teams with labeled defect libraries move faster than those collecting images from scratch. Synthetic data generation can compress the timeline by covering rare defect types early.
How many defect images do you need to train an AI inspection model?
At least 50 labeled images per defect class under real production conditions is the practical minimum for a production-ready model. Quality and variation matter as much as volume. Images covering different lighting conditions, part orientations, and surface textures will outperform a larger dataset built entirely from ideal case
Why does lighting matter so much in AI visual inspection?
Lighting determines whether the camera consistently captures the features the model needs to classify. Variable or poor illumination introduces image variation the model wasn’t trained on, which drops detection rates on the floor even when lab testing looked strong. Lighting design needs to be finalized before the dataset collection begins.
What's the difference between edge AI deployment and cloud-based inspection?
Edge AI runs the model locally at the production line, so detection and rejection decisions happen in milliseconds without routing data off-site. Cloud-based inspection adds round-trip latency that fast lines can’t absorb, and introduces dependence on a live network connection that factory environments can’t always guarantee.
Can AI visual inspection work alongside existing manual inspection?
Yes, and most deployments start this way. Running AI alongside manual checks during the pilot phase lets you compare detection rates directly. Over time, AI handles high-volume repetitive inspection while human inspectors shift toward exception review and root cause investigation.
How does a model stay accurate after go-live?
Monitor false positive and false negative rates weekly against baseline, flag images the model is uncertain about, and run retraining cycles when detection rates shift. Models drift when production conditions change in ways the original training data didn’t cover, including new materials, tooling changes, or lighting shifts.
Sources
Ai-Innovate uses only high-quality sources, including peer-reviewed studies, to support the facts within our articles.
- Sandia National Laboratories. Research on traditional visual inspection miss rates in manufacturing (20-30% of defects missed under real production conditions). Cited in RevGen Partners, “AI-Powered Quality Control in Manufacturing,” 2025. revgenpartners.com
- IDC and Lenovo. Joint research on AI pilot-to-production failure rates (88% of AI pilots never reach production), 2025. Cited in Pebblous.ai analysis. pebblous.ai
- American Society for Quality (ASQ). Cost of Quality benchmarks: quality-related costs account for 15-20% of annual sales at many manufacturers. asq.org
- IMEC (Illinois Manufacturing Extension Center). AI quality control ROI and payback data: 12-18 month average payback period for AI visual inspection deployments. imec.org
- UnitX Labs. “How to Implement AI Visual Inspection on Your Manufacturing Line in 2026.” Dataset minimum thresholds and deployment framework. unitxlabs.com